欢迎光临北京一机数控机床有限公司网站!
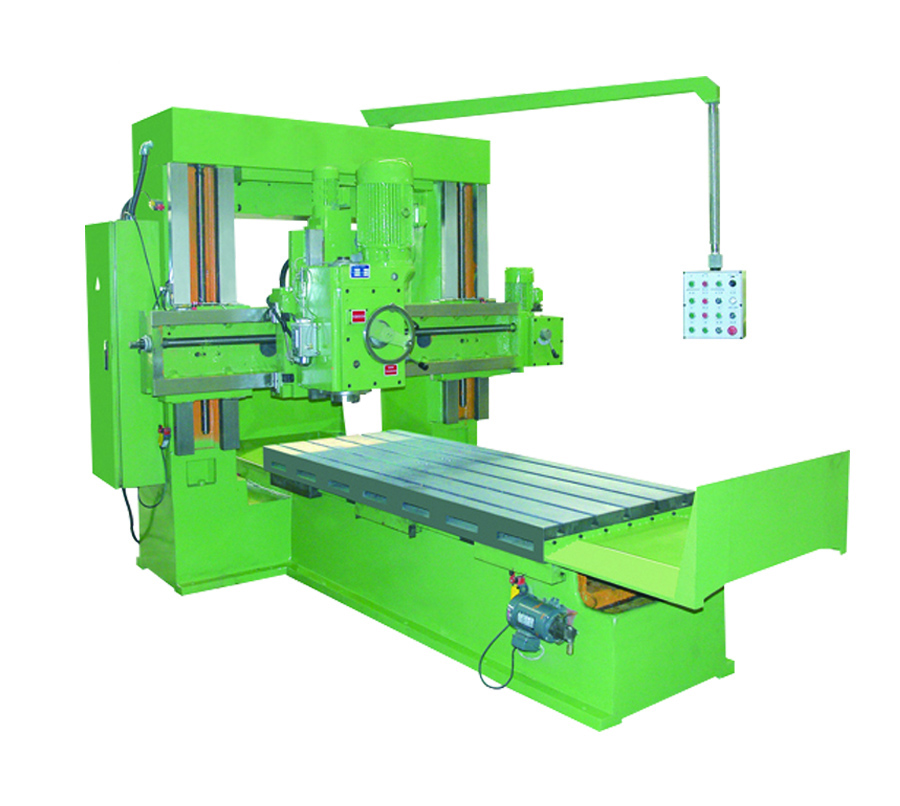
龙门钻床统称龙门铣,是拥有门式框架结构和卧试长床身的钻床。龙门钻床上需要用多把铣刀片还生孩子外表,生孩子精确度和生孩子学习效率都很高,应中用在成批和一大批生孩子中生孩子玄幻工件表面的平米和斜面。精机龙门钻床还可生孩子区域弧面和一定特型零件加工。
技术参数:
主要水平参数值 Specification | 2008/2000 | 2008/2500 | 2008/3000 | |
Verfahrweg X-Achse x轴过程 | mm | 2000 | 2500 | 3000 |
Verfahrweg Y-Achse Y 轴行程英文 | mm | 1100 | 1100 | 1100 |
Verfahrweg Z-Achse Z 轴行程英文 | mm | 800 | 800 | 800 |
Seite Fräskopf vertikal Verfahrenweg 侧铣头保持竖直往返 | mm | 400 | 400 | 400 |
Pinole Hub 铣头手机端长距离 | mm | 350 | 350 | 350 |
Tischabmessungen 事情台规格尺寸 | mm | 800*2000 | 800*2500 | 800*3000 |
Tischbelastbarkeit (max.) 较大 钢件质量 | kg | 2000 | 3000 | 4000 |
T-Nuten (Anzahl x Breite x Abstand) T 型槽规模 总数量x宽x行距 | mm | 7*22*125 | 7*22*125 | 7*22*125 |
Abstand Spindelnase - Tischoberfläche 立铣头鼻端到任务台 表层的是较为小的明显长距离 | mm | 0-1000 | 0-1000 | 0-1000 |
Abstand Seite Spindelmittel zu Tisch 侧铣头主线到的操控台 非常大比较小相应 | 0-500 | 0-500 | 0-500 | |
Spindeldrehzahl 立轴轉速 | min-1 | 82-505 | 82-505 | 82-505 |
Drehmoment Hauptspindel (max.) 立轴最高输出精度最大扭矩 | Nm | 790 | 790 | 790 |
Spindelaufnahme 立轴锥度 | 7:24 ISO 50 | 7:24 ISO 50 | 7:24 ISO 50 | |
Spindel Aufnahme 侧铣头锥度 | 7:24 ISO 50 | 7:24 ISO 50 | 7:24 ISO 50 | |
Spindeldrehzahl 侧铣头转数 | min-1 | 82-505 | 82-505 | 82-505 |
Drehmoment Hauptspindel (max.) 侧铣头比较大輸出力矩 | NM | 790 | 790 | 790 |
Eilgang X-Achse X 快进访问速度 | mm/min | 1050 | 2100 | 2100 |
Eilgang Y-Achse Y 快进进程 | mm/min | 890 | 890 | 890 |
Eilgang Z-Achse Z 快进强度 | mm/min | 432 | 432 | 432 |
Eilgang Seitefäskopf 侧铣垂线移动手机快进速度慢 | 730 | 730 | 730 | |
Arbeitsvorschub X-Achse X 进给运行速度 | mm/min | 有级(0-1050) | 无极(0-2100) | 无级变速(0-2100) |
Arbeitsvorschub Y-Achse Y 进给速度慢 | mm/min | 65、320、890 | 65、320、890 | 65、320、890 |
Arbeitsvorschub Z-Achse Z 进给时间 | mm/min | 仅快进432 | 仅快进432 | 仅快进432 |
Arbeitvorschub Seitefräskopf 侧铣升降系统进给效率 | 50、265、730 | 50、265、730 | 50、265、730 | |
Motorleistung Hauptspindel 主电机马达电机型号 | kW | 3 | 4 | 5.5 |
Motorleistung Seite Spindel 侧铣高压电机工作功率 | kw | 5.5 | 5.5 | 5.5 |
Motorleistung X-Achse X 电机马达额定功率 | kW | 4 | 5.5 | 5.5 |
Motorleistung Y-Achse Y 减速机瓦数 | kW | 1.1 | 1.1 | 1.1 |
X20编龙门钻床工艺与分配简单
一、效能优势
1. 顶梁及立铣头有带机压紧
2. 铣头现有内设飞轮,增强车削加工稳定性。
3. 各向进给移动均选择无极可控硅调压;当操作台快进事业电压需小于等同于15KW时,一样 选择调频无极可控硅调压;当操作台快进事业电压不低于15KW时,选择台达伺服电机无极可控硅调压。
4. 本职工作台面按照导轨精加工中心精加工,导轨通畅可减小床身导轨的损耗。
5. 上班台进行蜗杆蜗条传送链,田径运动较平稳性(6M及左右进行丝杆传送链)。
6. 的操控台蜗杆蜗条按照独有性油槽浸油防锈情况,的操控台导轨按照专门的防锈情况泵防锈情况,铣头按照独有性液压泵泵防锈情况,承重梁立柱导轨及承重梁立柱丝杆按照直流电动气隙防锈情况泵防锈情况,整个机械具更好的减磨防锈情况性。
7. 床身及房粱导轨应用了超音频软件蘸火热清理;电主轴电机箱链传动小齿轮为20CrMnTi经渗碳蘸火并磨齿;电主轴电机应用40Cr调质,内锥举例说明末端应用盐浴蘸火。
8. 可按观众条件安裝行程英文300或500的镗铣头或安裝带到转的铣头,进来立铣头退回为±45°,侧铣头为底头+45°,仰头-10°
9. 可据用户名规定要求配置使用数显压力表或将变频式可控硅调压改成伺服线束可控硅调压并配置使用合乐hl8电子手轮,以做到做操控台等座标细调;可配触感屏设定策略,使磨床都具有容易编程学习作用,以做到空间图形或键槽手工加工的全自动循环法铣削
10. 配镗铣头及伺服线束控速时可安转顶角铣头或那么万能的视场角铣头及保压软件。
二、 个数辅料佩饰、特异辅料佩饰
1. 个数附配件大全申报单(随设备不收费下单)
①.合金铣刀撑杆 套
②.带端键端立铣刀杆 套
③.车刀标记芯轴 件
④.莫氏锥过渡期套 件
⑤.地脚丝杠 的全套
⑥.数控磨床垫铁 的全套
2.送货通知单
(若不折机,则作为主料机1台)
①. 床身运作台(含运作台进给箱,1套)
②. 立柱(含顶梁升降调节箱,共1套)
③. 承重梁(含立镗铣头长板滑板,1套)
④. 对接梁(1件)
⑤. 铣头个
⑥. 配电设备柜、按纽站、坦克链、护罩等(1套)
随机数的附耗材部件价格(1套,具体情况见随机数的附耗材部件价格汇总表)
唯一性零件及配置单(不确定)
三、 创造规范标准
1.原厂的技术规范(定义列举规范制定计划)
JB/T19362.1-2003 《龙门车床精度等级质量检验》
JB/T3029-93 《龙门铣技术性状态》
JB/T9872-1999 金属材质铣削磨床 手动液压控制系统通用版能力具体条件
GB5226.1-2002 《产业自动化电气成套机器设备第一点要素 通用版技艺状态》
2.本科技协议范本
四、随机性技能档案及出示
1.运用描述书(机械厂、电器开关) 1套
2.达标率单位证书 1套
3.装柜单 1套