欢迎光临北京一机数控机床有限公司网站!
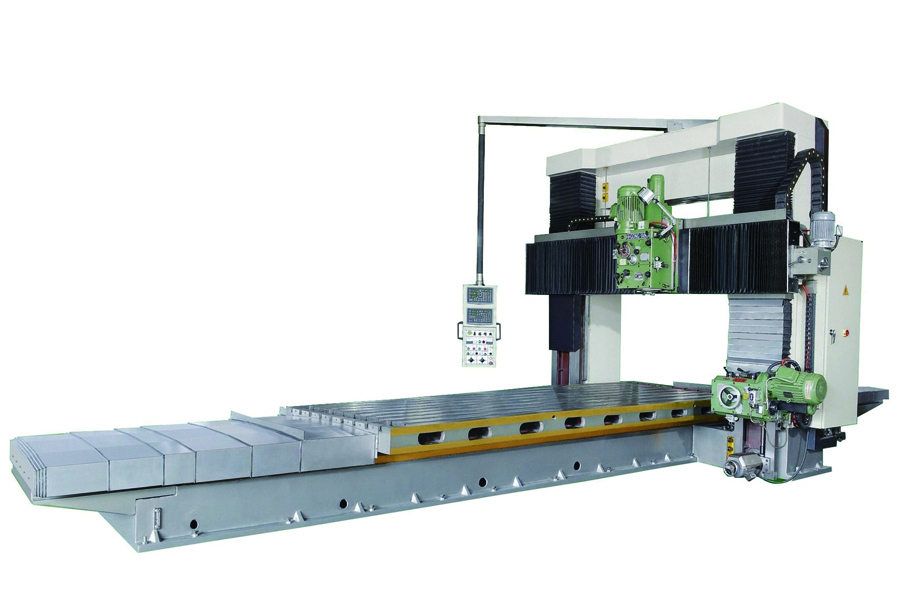
龙门刨床设备通称龙门铣,是兼具门式体系结构和卧试长床身的刨床设备。龙门刨床设备上行用多把铣刀盘一起生孩子制作表层,生孩子制作高精准度和生孩子工作效率都会比较高,可在于在成批和很大生孩子中生孩子制作大规模产品工件的三视图和斜面。数控加工中心龙门刨床设备还可生孩子制作的空间球面和点特型配件。
X20全系列 龙门数控车床核心高参数指标(基型配备) | |||||||||||||||||||||
顶 目 | 方 | X2008 | X2010 | X2012 | X2014 | X2016 | 2018 | 2020 | |||||||||||||
运转台长度 | 长 | mm | 2000 | 2500 | 3000 | 2500 | 3000 | 4000 | 3000 | 4000 | 3000 | 4000 | 6000 | 4000 | 6000 | 8000 | 6000 | 8000 | 8000 | 10000 | |
宽 | mm | 800 | 1000 | 1250 | 1600 | 2000 | 2500 | 3000 | |||||||||||||
龙门净宽 | mm | 1200 | 1400 | 1600 | 2000 | 2550 | 3000 | 3500 | |||||||||||||
机床主轴端离做操控台更大的距离 | mm | 800 | 1000 | 1000 | 1600 | 1600 | 1800 | 2000 | |||||||||||||
基型比较大粗加工长度 | 长 | mm | 2000 | 2500 | 3000 | 2500 | 3000 | 4000 | 3000 | 4000 | 3000 | 4000 | 6000 | 4000 | 6000 | 8000 | 6000 | 8000 | 8000 | 10000 | |
上宽/侧宽 | mm | 1150/1050 | 1350/1250 | 1550/1450 | 1950/1850 | 2500/2250 | 2950/2700 | 3450/3200 | |||||||||||||
高 | mm | 650 | 850 | 850 | 1450 | 1450 | 1650 | 1850 | |||||||||||||
工做台过程 | mm | 2200 | 2700 | 3200 | 2700 | 3200 | 4200 | 3250 | 4250 | 3350 | 4350 | 6350 | 4350 | 6350 | 8350 | 6350 | 8350 | 8350 | 10350 | ||
承重梁两排路程 | mm | 650 | 850 | 850 | 1400 | 1400 | 1600 | 1800 | |||||||||||||
立铣头横纵行程英文 | mm | 1250 | 1500 | 1700 | 2100 | 2600 | 3100 | 3600 | |||||||||||||
侧铣脑袋下滑程 | mm | 650 | 850 | 850 | 1400 | 1400 | 1600 | 1800 | |||||||||||||
基型立铣个大概的数 |
| 1 | 1 | 1 | 1 | 1 | 1 | 1 | |||||||||||||
基型侧铣头数为 |
| 0(或1) | 1 | 1 | 1 | 1或2(6000及这) | 2 | 2 | |||||||||||||
立铣头减速机工率 | Kw | 7.5 | 7.5 | 7.5或11 | 17/12(双速) | 17/12(双速) | 20/15(双速) | 24/18.5(双速) | |||||||||||||
侧铣头电动机额定功率 | Kw | 7.5 | 7.5 | 7.5或11 | 17/12(双速) | 17/12(双速) | 20/15(双速) | 24/18.5(双速) | |||||||||||||
工作上台走刀电机的最大功率(快/慢) | Kw | 3/1.5 | 4/1.5 | 4/1.5 | 7.5/3 | 11/4.0 | 15/7.5 | 22 | 22 | 30 | 30 | 37 | |||||||||
承重梁升降系统交流接触器工作效率 | Kw | 3 | 5.5 | 7.5 | 11 | 15 | |||||||||||||||
伺服电机套筒的直径 | mm | Ф180 | Ф225 | Ф260 | |||||||||||||||||
CNC主轴前段很大直劲 | mm | Ф128.57 | Ф200 | Ф221.44 | |||||||||||||||||
电主轴套筒旅行线路 | mm | 100 | 200 | 200或300 | |||||||||||||||||
数控车床主轴锥孔 |
| NO50(7:24、Ф69.85) | NO50(7:24、Ф69.85) | NO50(7:24) | |||||||||||||||||
主轴的轉速 | rpm | 79~454(6级) | 40~654(12级) | 40~654(12级) | |||||||||||||||||
岗位台线速度 | mm/min | 3000(快)/30~500交流变频变频 | 3000(快)/30~300直流变频空调无极 | 20~3000步进驱动器无极 | |||||||||||||||||
铣头双重进给快慢 | mm/min | 50~1000变频器无级变速 | 50~1000定频无极变速 | 50~1000系列伺服无极变速 | |||||||||||||||||
侧铣头上升下降效率 | mm/min | 30~500变频柜无级变速 | 30~500定频无级变速 | 30~500伺服线束有级 | |||||||||||||||||
举荐刀盘口径 | mm | Ф160 | Ф160 | Ф160或200 | Ф315 | Ф315 | Ф400 | ||||||||||||||
数控磨床外光尺码 | 长 | mm | 6300 | 7300 | 8300 | 7300 | 8300 | 10300 | 8300 | 10300 | 9000 | 11000 | 15000 | 11000 | 15000 | 19000 | 15000 | 19000 | 19000 | 23000 | |
宽 | mm | 2450 | 2450 | 2450 | 2960 | 2960 | 2960 | 3160 | 3160 | 4100 | 4100 | 4100 | 4600 | 4600 | 4600 | 5100 | 5100 | 5750 | 5750 | ||
高 | mm | 2790 | 2790 | 2790 | 2890 | 2890 | 2890 | 2890 | 2890 | 3900 | 3900 | 3900 | 3900 | 3900 | 3900 | 4200 | 4200 | 4450 | 4450 | ||
可载货量量 | T | 3 | 4 | 5 | 5 | 6 | 9 | 8 | 10 | 10 | 12 | 18 | 16 | 24 | 32 | 30 | 40 | 48 | 60 | ||
设备体积(约) | T | 12.5 | 14 | 16.5 | 16 | 18 | 22 | 19 | 24 | 27 | 33 | 43 | 44 | 58 | 72 | 73 | 88 | 103 | 120 | ||
注:上文基型叁数,可按下例尺寸懂得调整:1.铣头总数可随着使用需求新增或缩减; 2.作业台总长可按每1000增减; 3.丝杠铣面离的工作台面长度可按须要选用800、1000、1250、1600、1800、2000、2500; 4.龙门横向可按必须要选着1200、1400、1600、2000、2550、3000、3500; 5.铣头主要参数可按要求选择装配规模; 6.可配带滑枕旅行线路300或500或800的镗铣头或铣头转动职能;7.可按用户的特殊要求将腕表具体型号改变为需要满足老客户要求的大型、轮式或按专用箱技术参数开发; 8.表格中含水量为4头总重量;9.仍然系统改进措施,真实性能与表格中可以有出入库。 | |||||||||||||||||||||
X20系列龙门铣床技术与配置简介
一、性合乐hl8点
1.承重梁及立铣头包含机压紧
2.铣头配有嵌入飞轮,新增车削加工趋于稳定性。
3.各向进给运行均用于变频柜变速;当业务台快进运行效率不低于值为15KW时,一样 用于变频柜变频柜变速;当业务台快进运行效率以上15KW时,用于步进驱动器变频柜变速。
4.作业台通过导轨平面磨床精加工,导轨通畅可变少床身导轨的损耗。
5.工作任务台运用蜗杆蜗条传输,运功较有序(6M及这运用丝杆传输)。
6.做任务台图片蜗杆蜗条用于经济独立的油槽浸油保养,做任务台图片导轨用于通用型保养泵保养,铣头用于经济独立的轴向齿轮泵泵保养,大梁立柱导轨及大梁立柱丝杆用于电动伸缩缝隙保养泵保养,整个机器都具有优异的减磨保养机械性能。
7.床身及横粱导轨适用了超音响退火热外理;主要轴承箱齿轴变速箱齿轴为20CrMnTi经渗碳退火并磨齿;主要轴承适用40Cr调质,内锥还有跨中适用盐浴退火。
8.可按用户的规范要求按装日程300或500的镗铣头或按装运旋转气缸的铣头,之中立铣头旋转气缸为±45°,侧铣头为弯腰+45°,往前-10°
9.可据大家需求装数显压力表或将变頻控速变为电机驱动器控速并装网络手轮,以体现了操作台等方位角稍微调整;可配触控屏控制方式,使数控磨床体现了简单代码编程职能,以体现了平面磨或键槽加工厂的自功无限循环铣削。
10.配镗铣头及伺服控制器变速时可安装使用斜角铣头或全面、万能维度铣头及散热平台。
二、 随机附件配件、特殊附件配件
1.随机性附陪件明细(随服务器主机免价格区间)
①.铣刀盘螺杆 套
②.带端键端铣刀片杆 套
③.车刀市场定位芯轴 件
④.莫氏锥缓冲间套 件
⑤.地脚螺杆式 全部使用
⑥.设备垫铁 整套
2.发快递清淡
(若不折机,则为重机1台)
①.床身本职工作中台(含本职工作中台进给箱,1套)
②.立柱(含大梁升缩箱,共1套)
③.竖梁(含立镗铣头长板,1套)
④.连接方式梁(1件)
⑤.铣头个
⑥.供电系统柜、按健站、坦克链、护罩等(1套)
自由附陪件(1套,具体情况见自由附陪件请单)
特别的邮件附件及配置单(未确定)
三、 制造标准
1.恢复出厂设置技艺要求(操作列举要求拟定)
JB/T19362.1-2003 《龙门钻床高精准度测试》
JB/T3029-93 《龙门铣技术水平水平》
JB/T9872-1999 金屬切割铣床 液压式系统性专用方法合乐hl8
GB5226.1-2002 《工业生产机械性电力工程装置第1 地方 代用科技合乐hl8》
2.本水平协义
四、随机技术文件及提供
1.便用表明书(机械制造、电热器) 1套
2.达标率证明怎么写书 1套
3.装卸单 1套